 English
English русский
русский Español
Español عربى
عربى





3R+RHTLT 25#-J 140G Yellow Base Removable Double-Sided Adhesive Tape")
3R+RHTLT 25#-J 140G Yellow Base Removable Double-Sided Adhesive Tape")
 PET Yellow Base Double-Sided Oil Adhesive Tape")





Why Layer Sequence Engineering in Functional Composite Materials Determines End-Use Performance
A functional composite material is not simply a stack of films and adhesives — it is an engineered system in which the sequence, thickness ratio, and interfacial chemistry of each layer work together to produce properties that no single component could achieve alone. Changing one layer affects the mechanical and thermal behavior of the entire construction. A PET substrate laminated above an acrylic adhesive behaves differently under peel stress than the same adhesive laminated beneath a PI film, even when all individual layer specifications remain identical, because the elastic modulus mismatch at each interface governs how strain is distributed during deformation.
This interdependence makes layer sequence selection a critical engineering decision rather than a material selection exercise. For electronics-grade functional composite materials used in display bonding, flex circuit protection, or battery component assembly, designers typically prioritize three structural objectives: maximizing adhesive contact area with the substrate, minimizing residual stress at the most vulnerable interface, and controlling where cohesive failure occurs if delamination is initiated. A construction designed to fail cohesively within the adhesive layer — rather than adhesively at the film-adhesive interface — is far easier to rework and leaves less contamination on bonded surfaces.
Anhui Yanhe New Material Co., Ltd., operating from its 17-acre facility in Guangde Economic Development Zone West since 2012, applies surface coatings based on the specific functional requirements of each customer's substrate surface. This process-level precision directly addresses interface engineering: the surface coating modifies the interfacial energy between adjacent layers, establishing controlled adhesion hierarchies that determine both performance during use and behavior at end of life.
Crosslink Density in Pressure-Sensitive Adhesives: The Hidden Variable in Composite Film Qualification
Among the parameters that define the performance of a pressure-sensitive adhesive (PSA) within a functional composite material, crosslink density is the most consequential and the least visible. It cannot be measured directly in a finished product without destructive testing, yet it governs creep resistance, heat aging stability, electrolyte resistance, and the adhesive's response to prolonged stress — all properties that determine whether a composite film survives its operational lifetime or fails prematurely in the field.
Crosslinking is introduced during adhesive formulation by adding a crosslinker — typically an isocyanate, epoxy, or metal chelate compound — to the polymer backbone at a precisely controlled ratio. Too little crosslinking produces a soft, high-tack adhesive with poor shear resistance and significant cold flow under sustained load; the adhesive will slowly migrate out from under laminates, particularly at elevated temperatures during electronics assembly reflow cycles. Too much crosslinking creates a stiff, low-tack adhesive that loses conformal contact with rough or textured surfaces, producing air inclusions and voids that reduce effective bond area and create stress concentration points.
How Crosslink Density Shifts Key PSA Properties
| Crosslink Density | Tack | Shear / Creep Resistance | Heat Aging Stability | Typical Risk |
| Low | High | Poor | Poor | Cold flow, adhesive migration, laminate edge lifting |
| Medium | Moderate | Good | Good | Balanced; suitable for most functional composite applications |
| High | Low | Excellent | Excellent | Void formation on rough surfaces, poor initial tack at low temperature |
For functional composite materials destined for new energy battery applications, medium-to-high crosslink density formulations are generally required because the combination of sustained mechanical load, electrolyte vapor exposure, and thermal cycling during charge-discharge creates conditions that rapidly expose the weaknesses of undercrosslinked systems. The practical test for crosslink density suitability is not a datasheet specification but a combination of 85°C/85% relative humidity aging (1,000 hours minimum) and 70°C static shear holding time — both measured on the actual composite construction rather than the adhesive film alone.
Functional Composite Materials in Flexible Electronics: Managing the Mismatch Between Rigidity and Conformability
Flexible electronics assembly creates a fundamental materials challenge: the functional composite films used to bond, protect, or insulate components must be stiff enough to maintain dimensional precision during automated placement, yet compliant enough to conform to curved, textured, or thermally expanding surfaces during operation. These requirements pull in opposite directions, and neither extreme produces a viable material. A fully rigid composite will delaminate at the bond interface when substrates flex or thermally expand; a fully compliant composite will stretch during handling, causing misregistration in precision die-cut applications where positional tolerances below ±0.15 mm are standard.
The engineering solution is layered compliance — using a stiff backing film to provide dimensional stability during processing while relying on a viscoelastic adhesive layer to absorb stress during service. The key design parameter is the relative thickness ratio between the backing and adhesive layers. A thicker backing relative to the adhesive produces a stiffer composite with better handling characteristics but reduces stress-absorption capacity. Practical constructions for flexible electronics typically use backing-to-adhesive thickness ratios between 2:1 and 4:1 for applications requiring registration precision, and ratios closer to 1:1 for applications where conformal bonding over irregular surfaces is the primary requirement.
An additional complexity arises from the temperature-dependence of compliance. Most PSA-based composites become significantly stiffer below 5°C and significantly softer above 60°C. For applications in outdoor electronics or automotive environments, this means a composite designed for room-temperature handling characteristics may behave like a rigid laminate in winter cold and like a flowing gel in summer heat. Qualifying functional composite materials across the full operating temperature range — not just at 23°C laboratory conditions — is the minimum requirement for any application where the end product will experience temperature excursions.
Barrier Coating Functions in Composite Film Systems: Moisture, Oxygen, and Ion Permeation Control
Barrier performance is one of the most technically demanding functions that a surface coating within a functional composite material can be asked to deliver. The challenge is that barrier properties depend not on the bulk polymer matrix but on the continuity of the coating at a molecular level — a single pinhole, crack, or uncoated zone in a barrier layer can increase permeation rates by orders of magnitude, regardless of how well-performing the surrounding material is. This makes process control during coating deposition as important as the barrier material selection itself.
Three distinct barrier requirements appear across the electronics and energy applications that functional composite materials serve:
- Moisture vapor transmission rate (MVTR) control: Relevant for display backplane protection, flexible OLED encapsulation, and semiconductor packaging films. High-performance organic barrier coatings can achieve MVTR values below 0.01 g/m²/day, compared to 1–5 g/m²/day for uncoated PET — a difference that determines whether an OLED device survives years of field use or degrades within months
- Oxygen transmission rate (OTR) control: Critical for applications where oxidation of functional surfaces would degrade electrical performance, such as copper busbar protection films in battery modules. Even small amounts of oxygen permeation can accelerate corrosion of metal contact surfaces at elevated temperature and humidity
- Ion migration control: Specific to battery and fuel cell applications, where composite separator or edge-sealing films must block lithium ion or hydroxide ion transport to prevent internal short circuits. Ion barrier requirements are typically specified as ionic conductivity of the composite film rather than gas permeation rates, and are measured using electrochemical impedance spectroscopy
Inorganic coating technologies — including aluminum oxide (Al₂O₃) and silicon oxide (SiOₓ) deposited by vacuum processes — offer far superior barrier performance compared to organic polymer coatings alone. However, these inorganic layers are brittle and crack when flexed, which reintroduces the permeation pathways they were designed to eliminate. The practical solution used in advanced functional composite materials is an organic-inorganic multilayer architecture, alternating thin inorganic barrier layers with organic decoupling layers. Each organic layer prevents cracks in one inorganic layer from propagating through to the next, producing a composite with both flexibility and barrier performance that neither material class could achieve independently.
Release Force Engineering: Why the Liner Side of a Composite Film Matters as Much as the Adhesive Side
The release liner in a functional composite material is routinely treated as packaging — a component that serves its purpose during transit and is discarded at the point of use. This view leads to costly assembly problems. The release force between the liner and the adhesive layer is a precision-engineered parameter that directly determines whether automated dispensing equipment can peel, position, and apply a composite film at production line speeds without adhesive transfer, film distortion, or misplacement. Getting this parameter wrong by even 20–30% can cause an entire product line to run below its designed throughput.
Release force is controlled through two mechanisms: the surface energy of the release coating (typically silicone-based), and the degree of cure of the release agent. Under-cured silicone release coatings have higher release force variability and can transfer trace silicone contamination to the adhesive surface, which reduces adhesion to the final substrate by blocking PSA contact points. Over-cured silicone layers have reduced release force but may crack under the flexural stress of roll-to-roll winding, creating localized high-release zones that disrupt consistent peel behavior in automated applicators.
For applications requiring automation — including the high-speed lamination lines used by electronics assemblers sourcing from Functional Composite Materials suppliers like Anhui Yanhe New Material Co., Ltd. — release force specifications are typically expressed not just as a target value but as a maximum allowable range. A specification of 5–15 cN/cm is meaningfully different from a target of 10 cN/cm with no stated tolerance, because the former constrains process variation in a way that the latter does not. Demanding this level of specification detail from a supplier is a practical screening criterion that separates manufacturers with robust process control from those relying on nominal formulations.
Customization Pathways for Functional Composite Materials: How University-Industry Collaboration Changes Development Speed
Developing a new functional composite material from customer specification to validated production typically requires iteration through four distinct development stages: formulation chemistry, coating process optimization, lamination construction trials, and application testing. Each stage generates failure modes that feed back into earlier stages — a composite that performs perfectly in bench testing may fail die-cutting qualification because the lamination construction has insufficient dimensional stability under cutting tool pressure, requiring a reformulation of the substrate or adhesive layers before cutting trials can resume.
University and research institution collaboration changes this cycle in a specific way: it front-loads fundamental characterization that would otherwise only be discovered during later-stage failures. When a new barrier coating chemistry is proposed, computational polymer modeling can predict its permeation behavior and mechanical failure thresholds before a single gram of coating material is produced. Spectroscopic analysis of adhesive-substrate interfaces at atomic resolution can identify whether a proposed primer layer will produce durable chemical bonding or merely mechanical interlocking — a distinction that cannot be determined by macroscopic peel testing alone but has large implications for long-term environmental durability.
Anhui Yanhe New Material Co., Ltd. actively collaborates with universities and scientific research institutions at home and abroad to bring this analytical depth into its customized manufacturing capabilities. For customers requiring Custom Functional Composite Materials that exceed what standard catalog constructions can deliver — whether in thermal performance, electrical functionality, dimensional precision, or chemical compatibility — this collaborative model compresses qualification timelines by identifying failure mechanisms at the formulation stage rather than discovering them during production trials. The company's integrated solutions approach, combining R&D, surface coating, and manufacturing within its Guangde facility, means that findings from collaborative research translate directly into production-ready process changes rather than requiring a secondary technology transfer step.
Typical Development Acceleration Achieved Through Collaborative R&D
- Interface characterization via XPS or AFM identifies adhesion failure mechanisms in 1–2 weeks, replacing 6–8 weeks of empirical reformulation cycles
- Molecular dynamics simulation of adhesive wetting behavior on novel substrates reduces the number of physical coating trials needed before a target peel force specification is achieved
- Accelerated aging correlation studies, built on combined field data and laboratory test archives, allow shorter-duration tests to reliably predict 5- or 10-year performance — enabling product qualification before full real-time aging data is available
- Joint patent development around novel functional film architectures creates intellectual property value for customers whose product differentiation depends on materials that cannot be easily replicated by competing suppliers
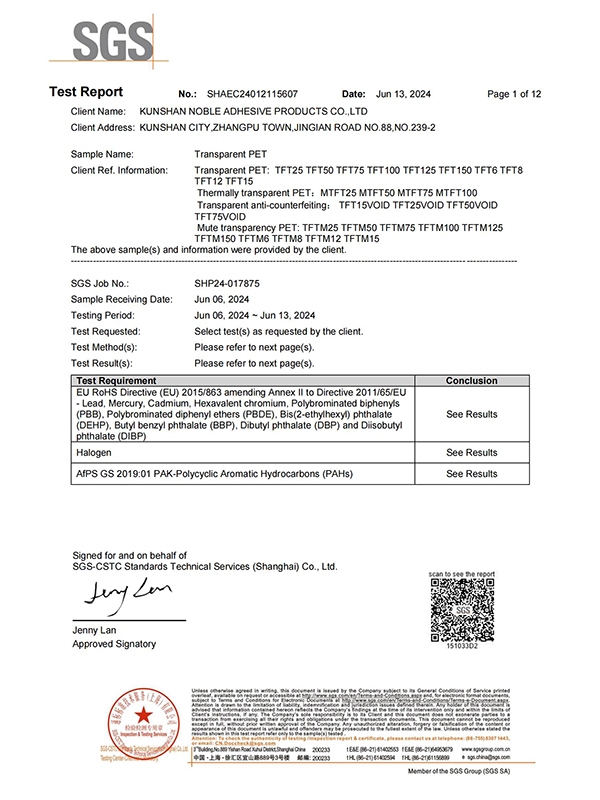
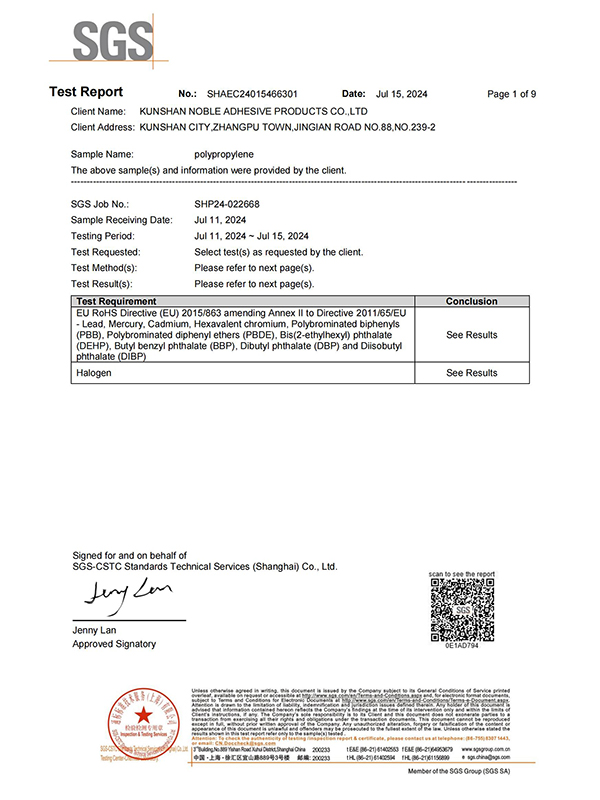
Halogen-Free and Sustainability Requirements for Functional Composite Materials in Electronics Supply Chains
Regulatory pressure on material composition in functional composite materials has intensified steadily since the initial implementation of the EU RoHS Directive in 2006, but the current wave of requirements goes substantially further. The EU REACH Regulation's Substances of Very High Concern (SVHC) list has expanded to over 240 substances, and several flame retardants, plasticizers, and adhesive crosslinkers that were standard formulation components as recently as five years ago now require explicit customer notification or are restricted entirely. For a functional composite material entering the supply chain of an automotive OEM or consumer electronics brand with published sustainability commitments, material transparency documentation has become a standard procurement requirement rather than a differentiating selling point.
Halogen-free certification is the most commonly required compositional constraint in electronics-grade composite films. Halogens — specifically chlorine and bromine — have historically been used in flame retardant additives and some adhesive formulations for their effectiveness in suppressing combustion. Their elimination is driven by two concerns: halogenated compounds can generate toxic gases including dioxins and furans during thermal events, which is a particular concern for battery component materials that may be exposed to high temperatures during cell failure scenarios; and halogenated materials complicate end-of-life recycling by contaminating recycled polymer streams with chlorine or bromine that degrade subsequent recycling cycles.
Meeting halogen-free certification requires testing to IEC 61249-2-21 or equivalent standards, verifying that chlorine content is below 900 ppm and bromine content is below 900 ppm in the finished composite construction — not just in individual layers. This composite-level requirement is important because halogen impurities can be introduced through multiple pathways including release liner coatings, adhesive surfactants, and substrate processing aids, even when the primary materials are specified as halogen-free. The most reliable approach is supply chain verification at each material input level, combined with finished-product testing of the final composite construction, rather than relying solely on component-level certifications that may not account for contamination during lamination processing.
